論顎式破碎機焊接的重要性
發布日期:2017-05-04
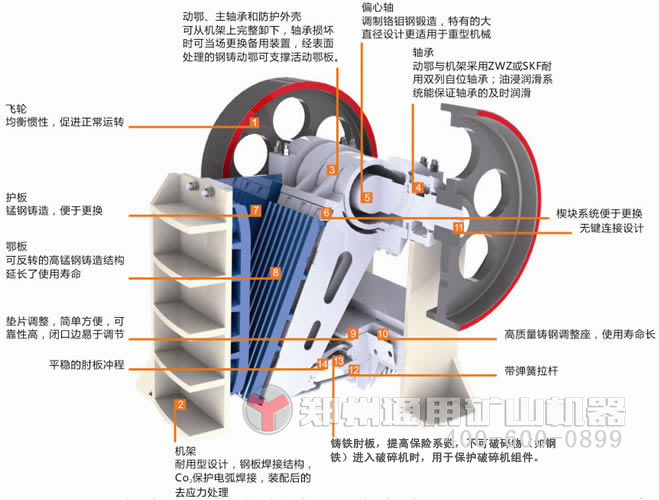
顎式破碎機焊接對設備性能有哪些影響,顎破在破碎設備中最為常見,分為鑄造和焊接兩種,由于鑄件存在一定的弊端,所以焊接式顎破機越來越的占領市場,因此焊接的技巧和方式也越來越受到客戶的關注,破碎中因長期收到沖擊載荷作用,提高其焊接質量,是焊接生產中研究的問題。
焊接可能出現的故障問題有哪些?
第一、氣孔是焊接中常見的缺陷之一。氣孔的存在首先影響焊縫的致密性(氣密性和水密性),其次將減小焊縫的有效面積。此外,氣孔還將造成應力集中,顯著降低焊縫的強度和韌性,對結構的動載強度有顯著的影響。人們通過研究統計X射線探傷底片上的缺陷,發現大多數都是氣孔(80%左右),其次為夾渣、未焊透、裂紋。因此,防止氣孔是保證焊縫質量的主要內容,也是提高焊縫一次合格率的主要措施。
第二、裂紋是焊接連接中最危險的缺陷。按產生的時間不同,可分為熱裂紋和冷裂紋,前者是在焊接時產生的,后者是焊縫冷卻過程中或冷卻后產生的。在焊接結構中,使用過程中產生冷裂紋往往是很嚴重的質量問題。冷裂紋的產生和發展一般都比較隱蔽、時間較長,平時不會引起操作人員的注意,但一旦發生其后果卻是災難性的。
第三、機架在裝配焊接過程中會產生一定的變形,盡管變形量不大,但是與其他部件拼焊后,焊縫長度方向的截面積不等,容易使焊后的應力變大,對于顎式破碎機在工作中需承受較大載荷的設備來說是很不利的,因此在裝配焊接前應用機械加工的方法予以調整或修正。焊接過程中要注意合理安排焊接順序,因為焊接機架時構件較多,焊縫數量也多,若不注意焊接順序,在焊接過程中會產生較大的變形。所以焊接前,可以將基本框架點固定好后再進行焊接,長筋板應采用分段焊接以減少機架的變形。
第四、焊接機架時尺寸較大,很難用熱處理的方法來消除焊接應力。所以我們應該 盡量在焊接工程中,通過優化焊接工藝來減少焊接應力的產生。如機架的下軸承 座與墻板、筋板連接處,焊縫密度較高,在這些地方應加以控制,否則將會影響 機架的焊接質量。通過合理的焊接順序,控制焊縫的連續長度來減少應力。
由此可見顎式破碎機正確的焊接方式關系品質優良,焊接不當可造成的故障問題有很多,顎破機架作為支撐骨架,承擔整個破碎生產作用力,其機架的強度、承重能力關系設備工作性能。因此焊前必須制定合理的焊接工藝,除了正確選擇焊條外,焊前對工件表面的油銹、水分等進行清理,并嚴格控制焊條的烘干溫度及時間,焊前預熱、焊后消氫處理、合理的焊接順序等措施,就可防止氣孔和裂紋的產生,使生產的顎式破石機焊縫質量得到大大提高,顎破技術咨詢電話:0371-67828877。